Задумал я обзавестись 3d принтером. Вещь удобная как для прототипирования, так и просто в мелких проектах. Жаба душит слишком много отдавать за данный агрегат, тем более, что полезность несильно больше игрушки. Потому я рассматривал самые дешевые модели.Это моя история сборки ЧПУ станка или 3D-принтера. Одна из многих. Спустя время и опыт я бы многое сделал по другому. может кому-то пригодится мой опыт. Ниже мои размышления по теме и попытки собрать все во едино из многих источников.
Reprap Pursa i3 DIY - шикарный из дешевых вариантов. На начало 15-го года его цена была 300$ или 17000 руб. До увеличения куса доллара я бы его взял незадумываясь. Тем более что в комплект входит 2 рулона пластика, что равно сэкономленным 3 тысячам рублей. Основной недостаток - то что надо ждать почту.
Можно не ждать и купить разработку отечественного производства. Видимо благодаря курсу доллара она имеет конкуретно способную цену. Я говорю о поделках от МастерКИТ. У них модели для сборки от 17000 до 23000 и это без блока питания, который еще 1-2 тясячи.
Но тут надо подумать еще о чем? Все эти принтеры идут в разобранном виде, т.е. их собирать надо самостоятельно, что по времени 6-10 часов (как получится). Есть ли гарантия, что заработает сраз после сборки? Тоже нет. С китайским вариантом можно не так собрать, корпус сильно затянуть и деталь треснет или не дотянуть и все будет шататься, двигатели могут оказаться бракованными. Все это решается, но неприятно. В нашем варианте мне не нравиться сама конструкция. Как человек учивший физику, я вижу, что конструкция явно будет испытывать не нужные перегрузки. Правда в китайском сам корпус хлипкий, но конструкция лучше, хотя есть 2 двигателя которые могут рассинхронизоваться и их надо руками подкручивать.
С другой стороны эти аппараты потому и дешевые, что из них выкинули все, что могло бы сделать их качественными. Для тех кому очень хочется, но все дорого, а сами не могем, рекомендую данные агрегаты, но предупреждаю, что может сразу не заработать - собирать их все-равно Вам. Отзывы о Prusa i3 самые противоречивые, что заставляет вспомнить поговорку: Скупой платит дважды.
В общем не хочу я кота в мешке за такие деньги. Хочу еще дешевле и качественнее, а значит буду делать сам. Гы... Даже если заплачу дважды - это все-равно будет дешевле
Идея!
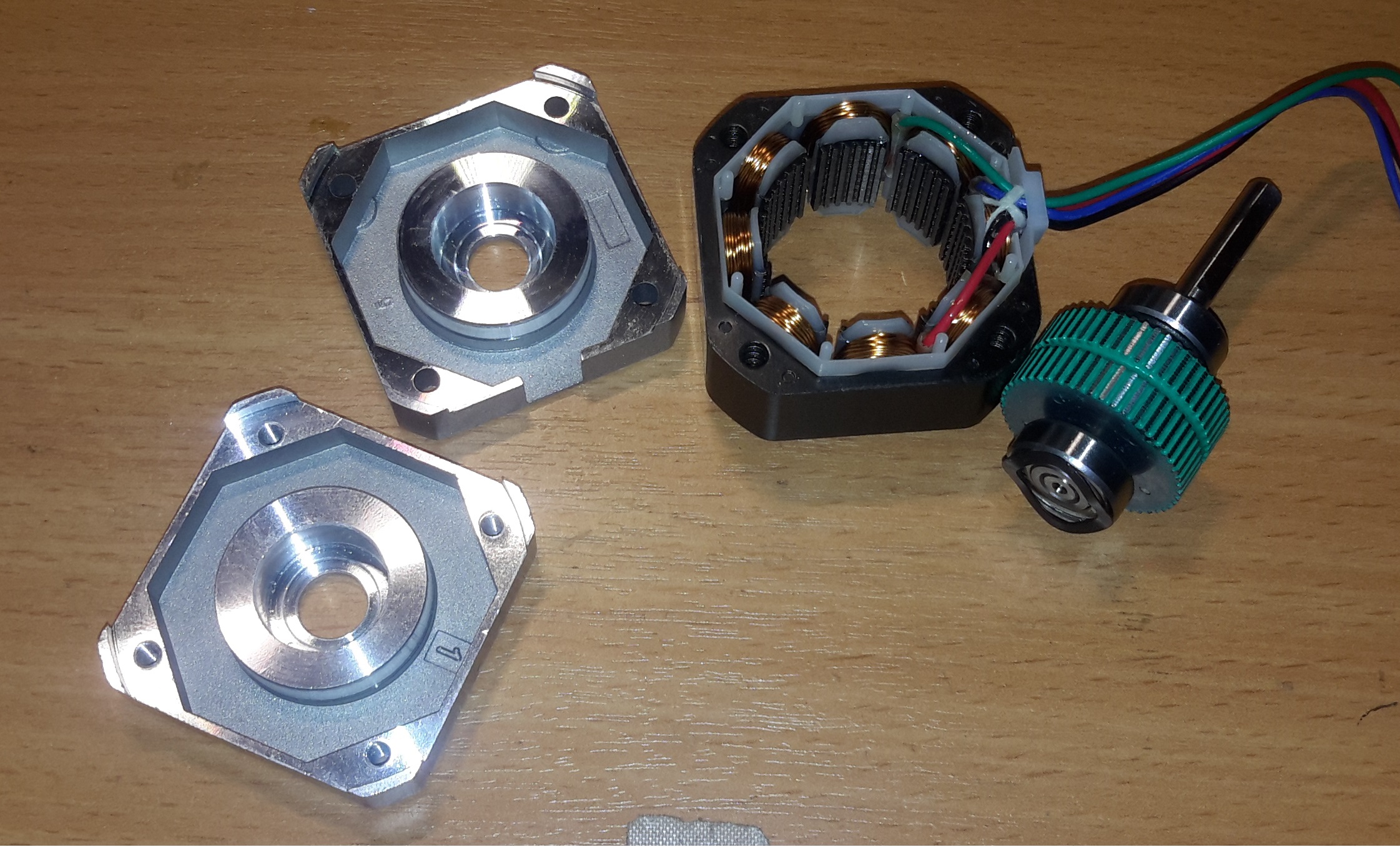
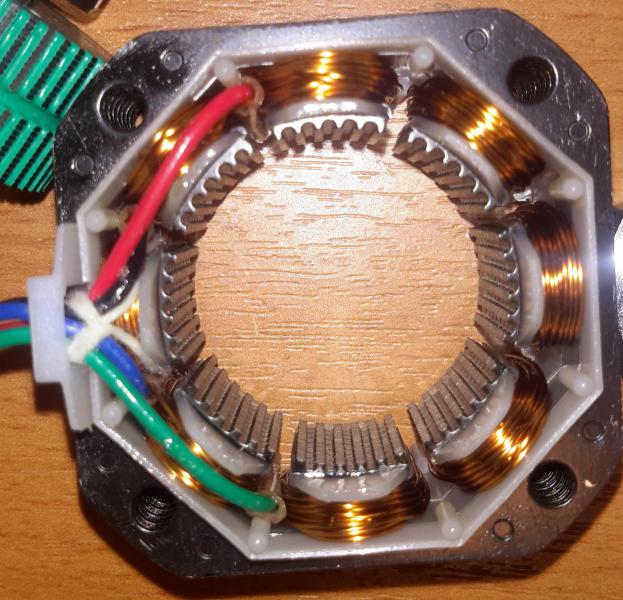
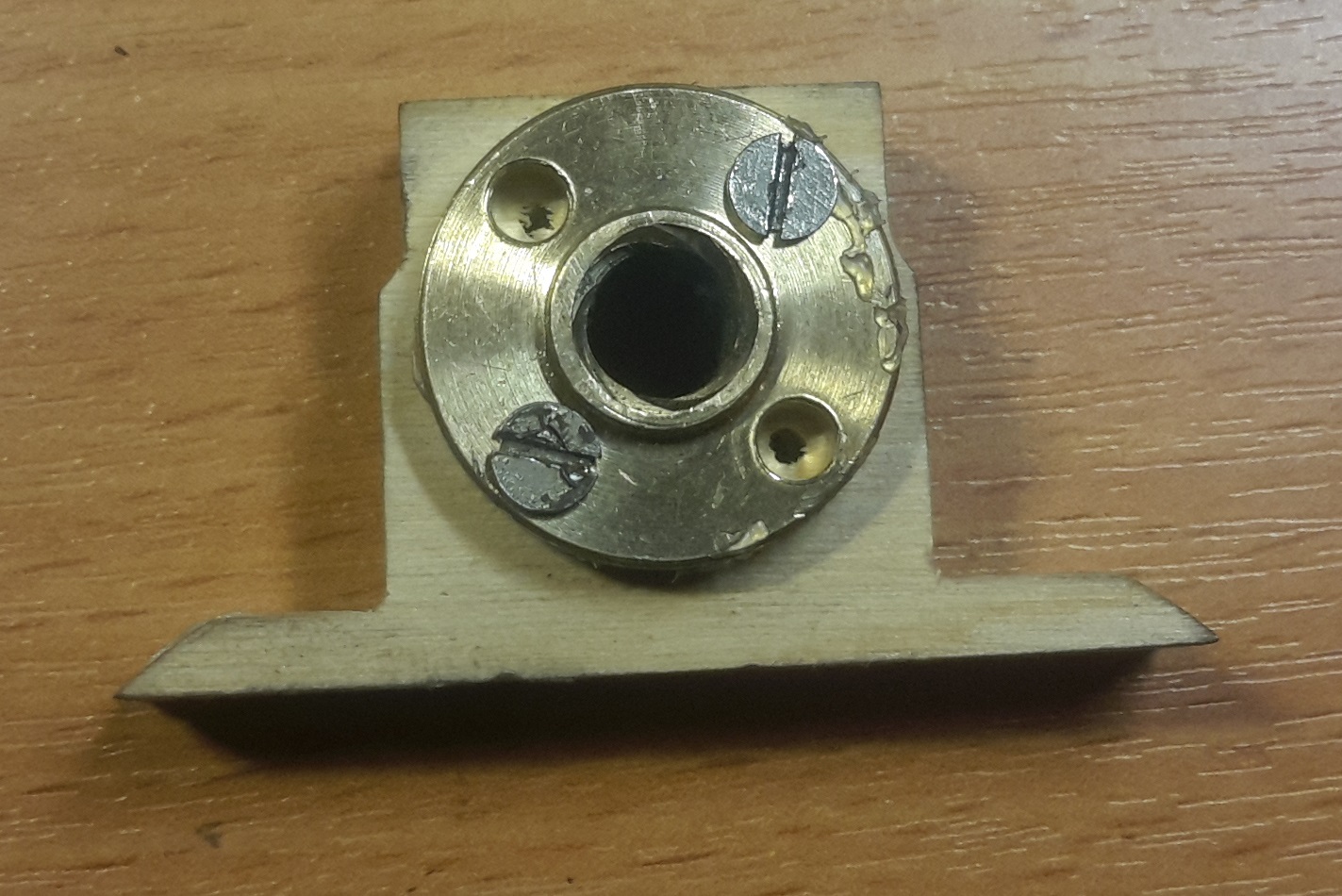
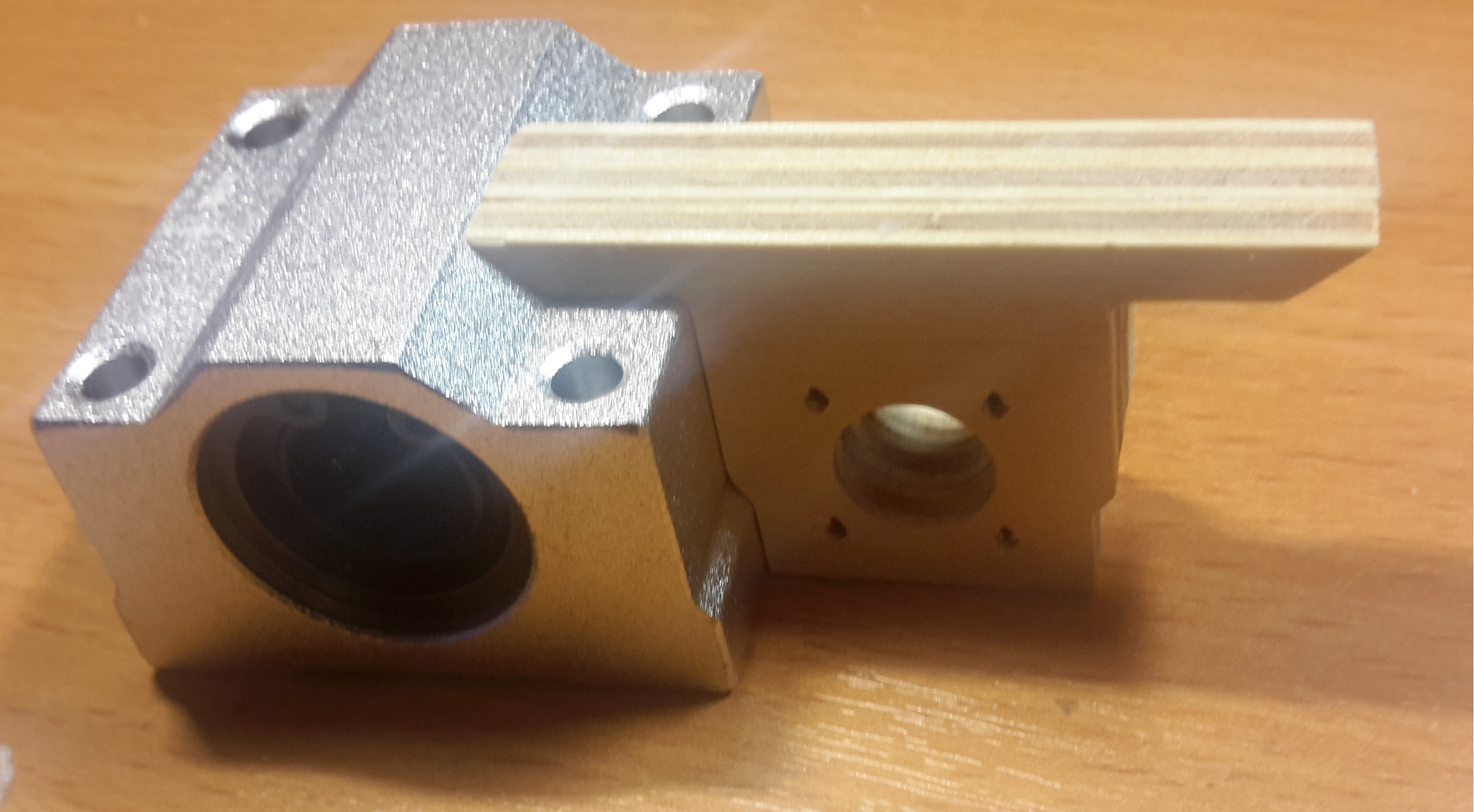
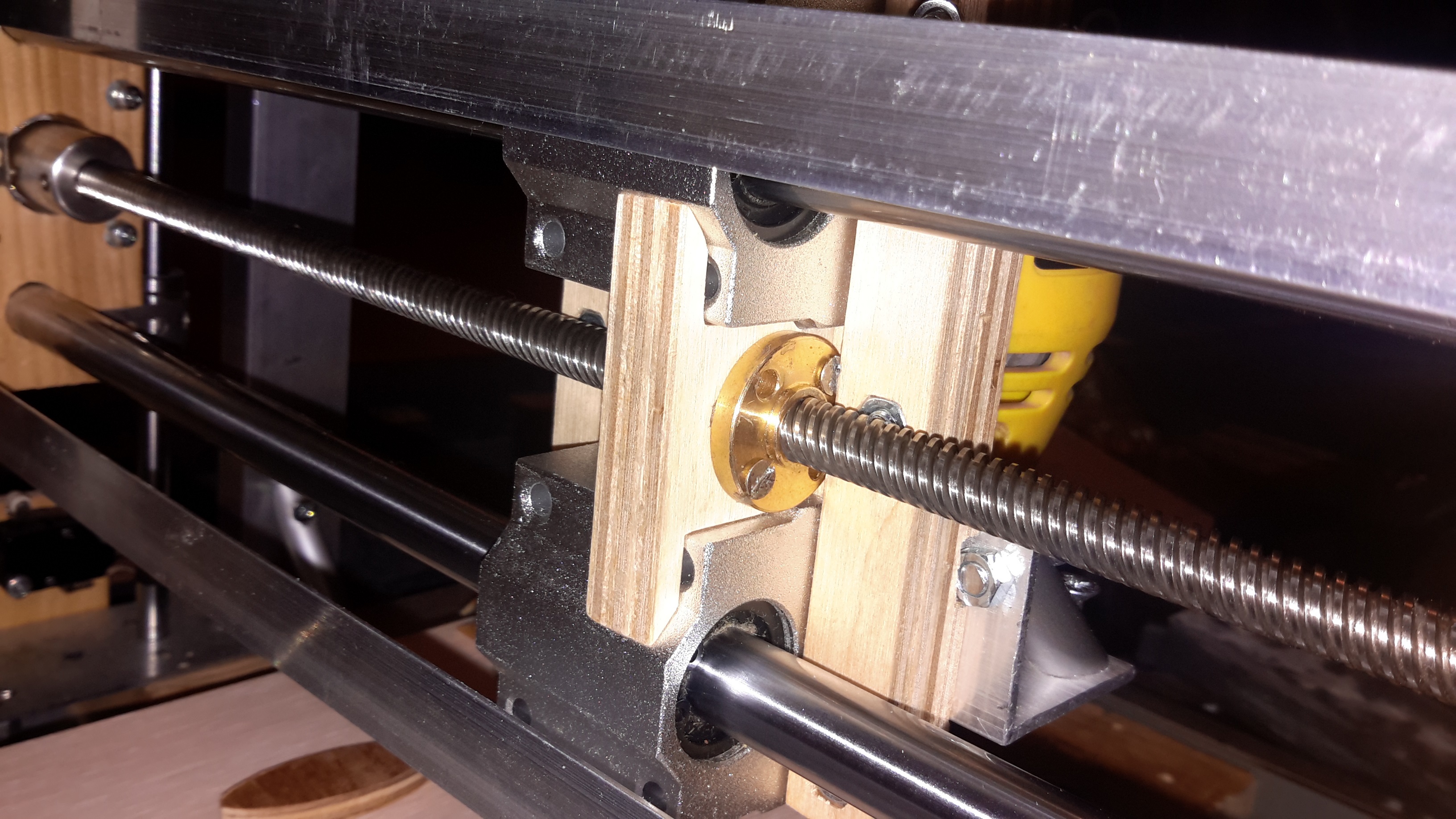
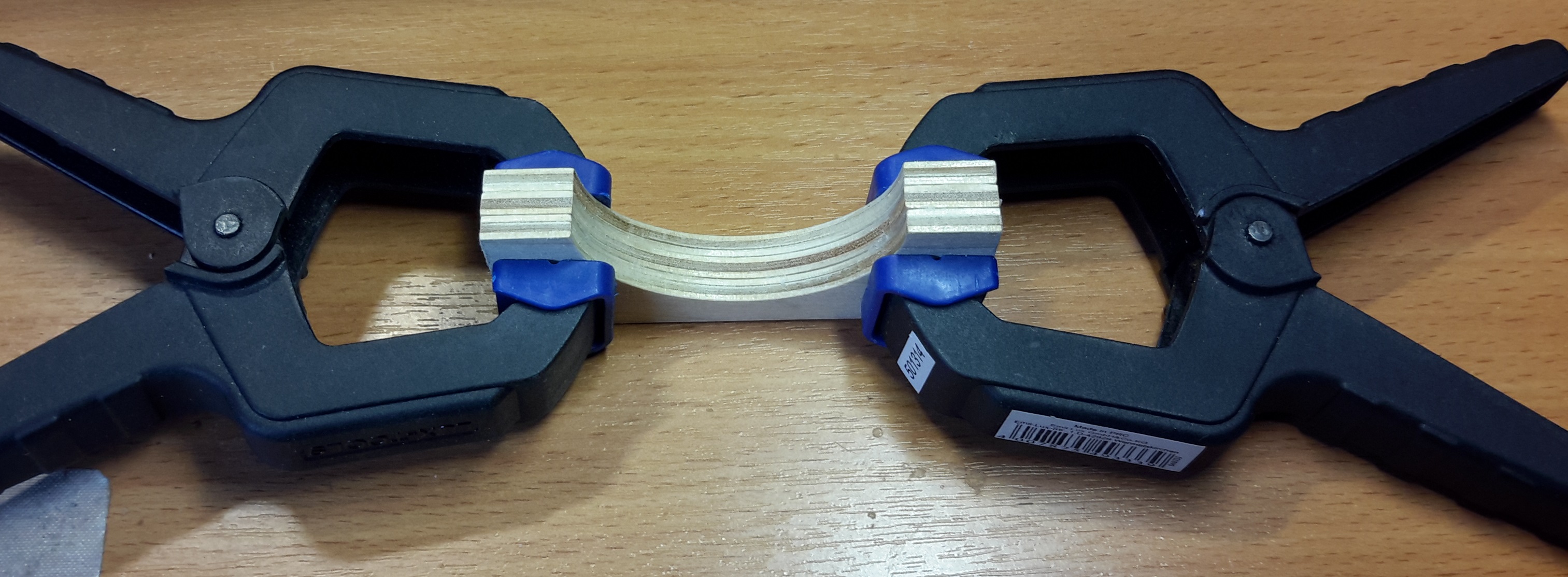
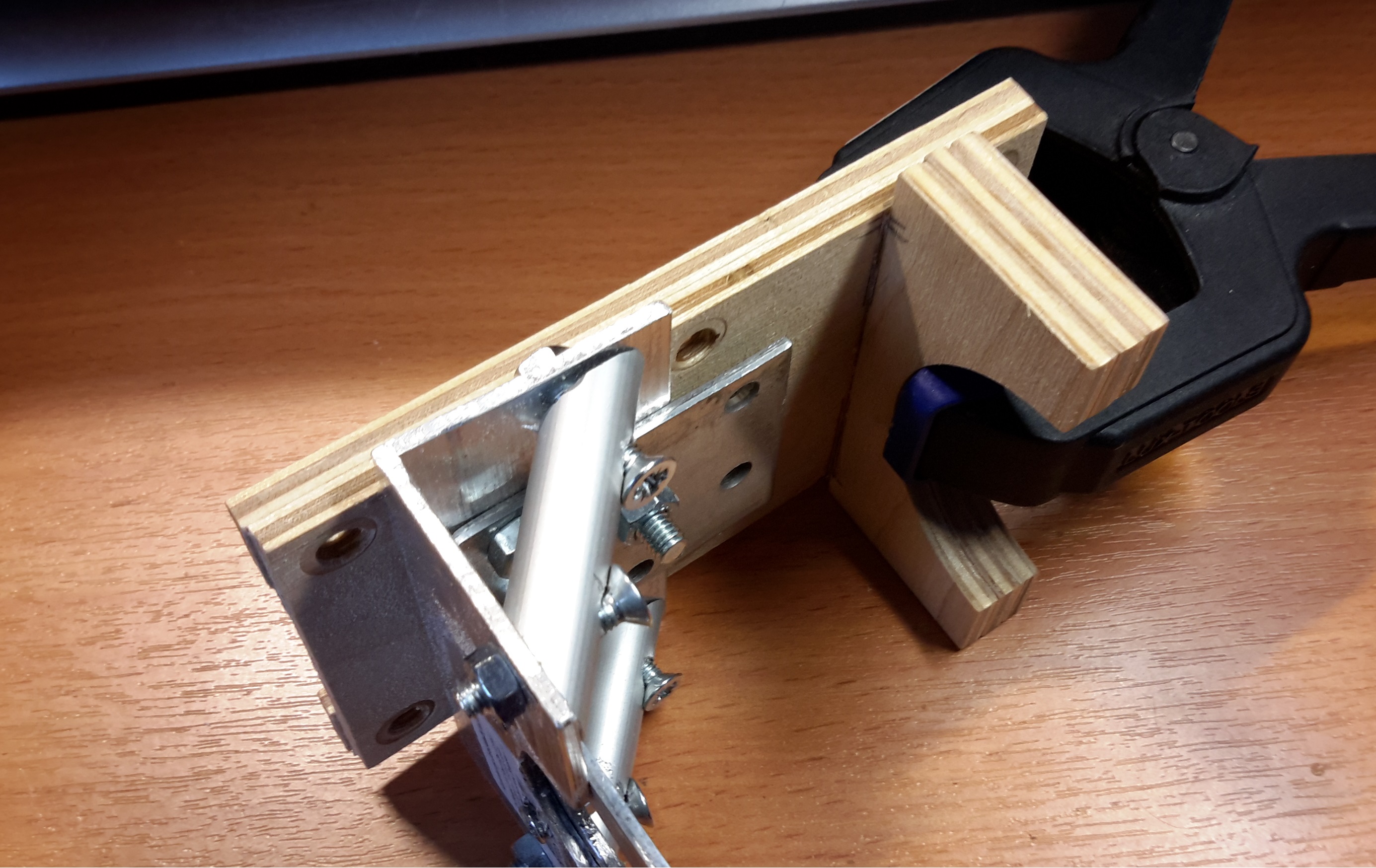
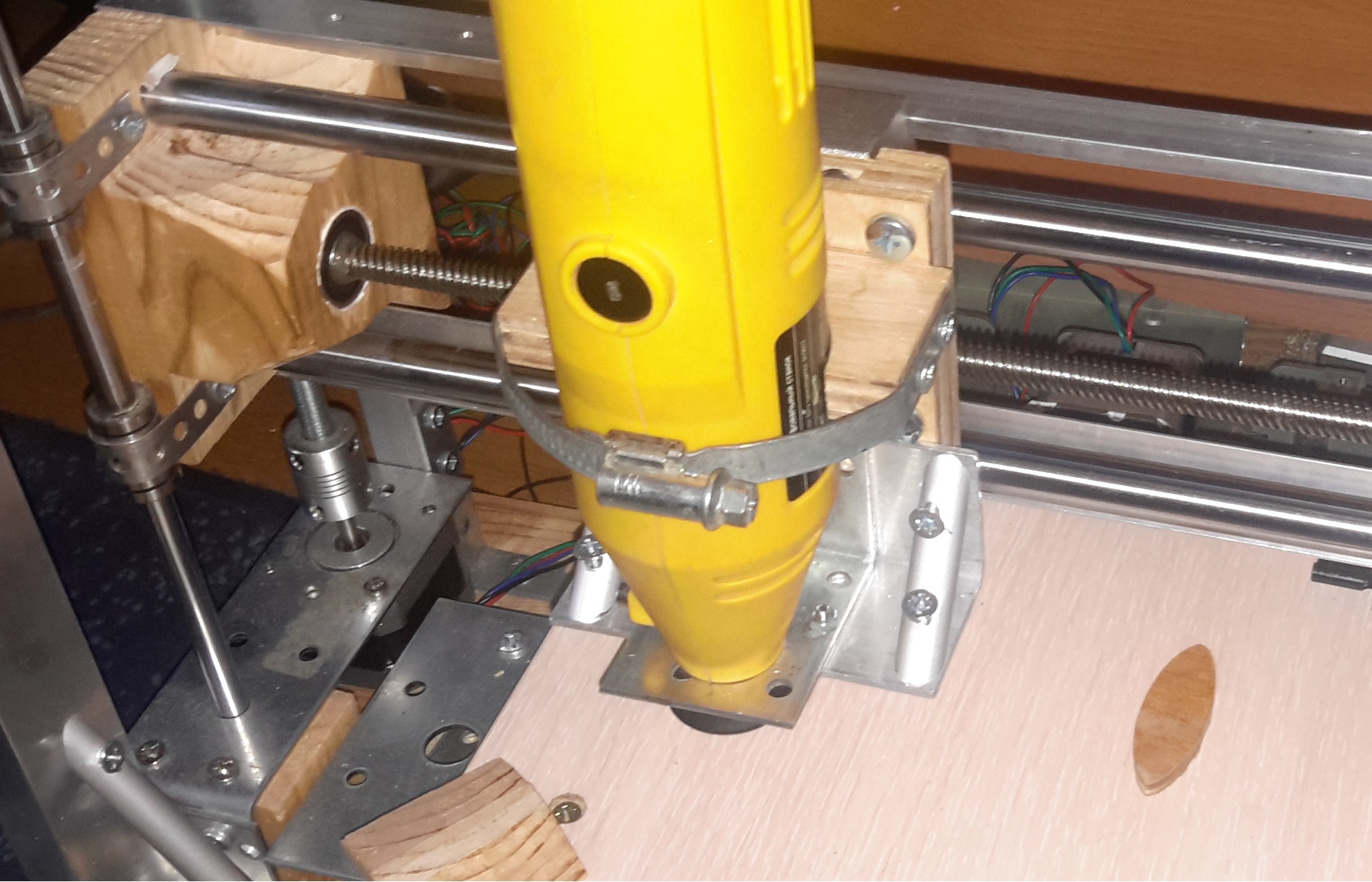
(На фото первая итерация, так сказать "проба пера")
Если я буду делать аппарат сам, то надо сделать его с максимальными возможностями. Создание его постепенно, позволит платить деньги в рассрочку. Основной недостаток - это огромное время разработки с нуля. Главное начать и все время что-то делать для него, а не только тешить себя мыслями, о том какой он будет крутой
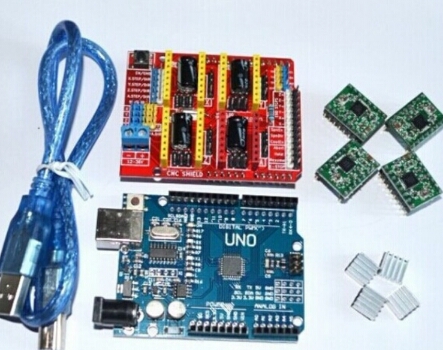
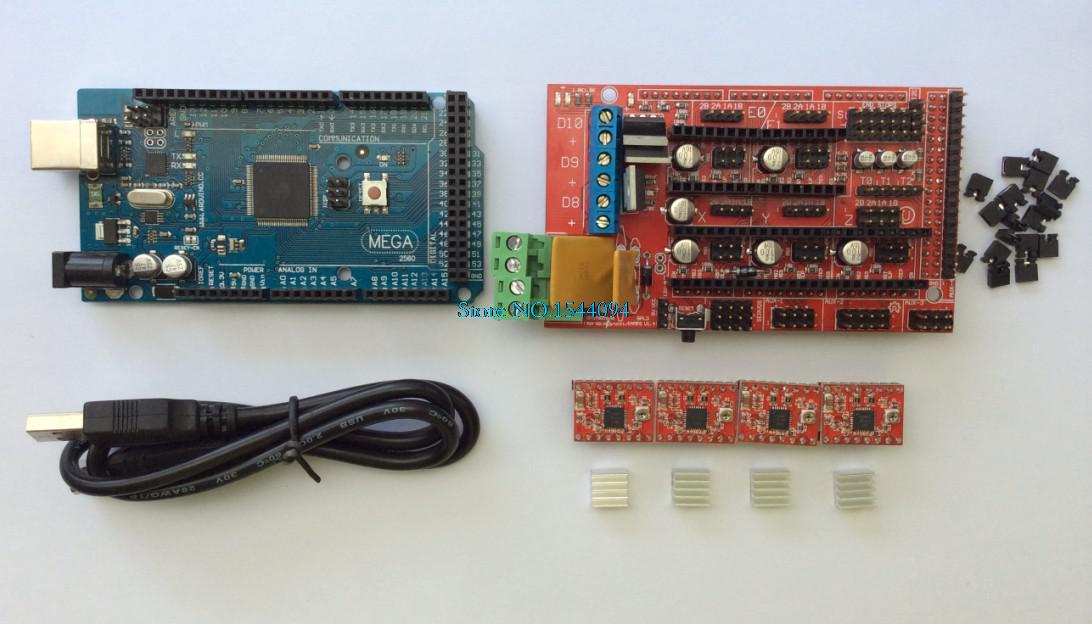
Сформируем основы и прикинем, что надо купить в первую очередь.
Ориентировочно по деталям получается около 12т.р., что уже дешевле, а возможностей в 3 раза больше. Но это, конечно, если все правильно сделать
Почему в итоге планирую получить в 3 раза больше? 3d принтер и ЧПУ станок - это в принципе одно и тоже. Пожалуй ЧПУ даже лучше. Разница только в печатающем устройстве: или фрезер, или головка для плавки пластика. Кто-то умудрялся даже клеевой пистолет использовать для 3d печати
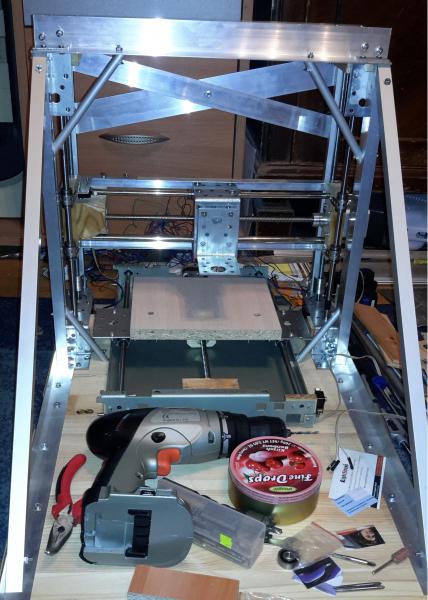
Преимущество, того чтобы делать самостоятельно - это то что можно разбить проект на части. По изготовлению 1-й части, получится простейший фрезер, он выточит новые детали для себя и для дальнейшей модернизации. Потом можно добавлять новые модули, пока станок не превратится в огромную машину
Писать это я задумал год назад, когда начал прорабатывать данную тему, но созрел только сейчас, т.к. в процессе построения станка словил несколько грабель. На текущий момент нахожусь на стадии когда могу со знанием дела собрать и описать типовые грабли.
Далее начну серию сообщений на данную тему.